Fire Safety Tips
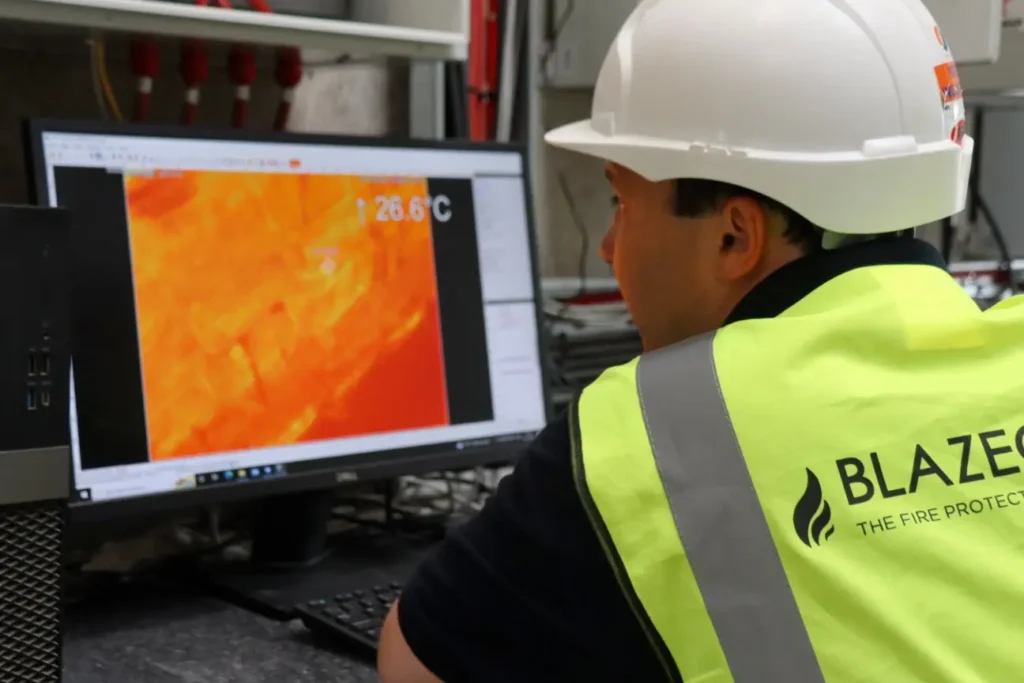
Early fire detection and targeted suppression in the waste and recycling sector
In the waste and recycling industry, the risk of fire is significant. Early detection and targeted suppression are crucial for preventing disasters. Advanced sensors alert workers to potential fires, allowing