

Fire Safety Tips
PFA Legislation – Foam fire extinguishers
Only foam extinguishers containing PFOA are banned. Many foam extinguishers manufactured post2016 are already PFOA-free, or contain alternative PFAS like C6, which are still legal.
Book your FREE, no-strings-attached Fire Safety Audit to ensure that you’re properly protected from the risk and comply with current fire safety legislation.
Get essential insights and updates
in fire safety – straight to your inbox!

Fires in MRFs are very much a fact of life in the recycling industry. The problem has only become worse with lithium-ion batteries and shows no sign of improving. This is very challenging for operators who have a high value recycling facility which they need to protect. Keith Picton of Blazequel shares ways to make MRFs safer from the risk of fires.
A fire in your process line can be transported through your entire facility in seconds. That’s why effective process protection is so critical for ensuring your business continuity.
Take a typical MRF for example. Without rapid and effective detection, a fire risk such as a battery can be carried all the way from the primary shredder through your process in minutes (or seconds depending on the process speed), moving the fire risk from one part of your facility to another.
En-route, this fire risk could start multiple other fires as the material is separated into different fractions. For example, if a sparking battery has ignited some paper or cardboard this could end up in one bunker, whilst the battery continues to the heavies rejects or ferrous bunker. Perhaps too, a spark has been drawn into the dust extract system towards from a transition point.
Suitable detection and suppression is essential to prevent a fire being carried through your MRF with potentially devastating consequences. Here are some methods to make your facilities process lines safer, both by design and with automatic fire detection/suppression systems – and some of the pitfalls to look out for.
There are plenty of excellent fire safety systems on the market, but good fire safety starts with good design of your process. Obviously, process design is very subjective and varies significantly with different material types and the commercial purpose of each facility. The following refers best to mixed wastes such as MSW or C&I material – where batteries, aerosols, gas cans, BBQ’s and all kinds of other ‘surprises’ may be mixed into the incoming material.
Having witnessed various processes in operation and learnt of many fire-saves, I have become an advocate for having ‘firebreaks’ in your process. Firebreaks are simply any location in your process that can ‘store’ material as part of the process flow, for example:
The benefit of a firebreak is simply that it can slow down the process after a high-risk activity, allowing material time to self-quarantine. And, if there is something ‘thinking’ about causing a fire (like a damaged battery) it can do so in this controlled and protected area. If something in your material is likely to cause a fire, it’s best that the fire occurs in an area that you have good risk controls over.
Furthermore, firebreaks in your process may also allow you to run the ‘upstream’ conveyors and equipment clean into the firebreak zones in the event of a fire alarm and halt the process via a phased shutdown of equipment. If avoidable, it’s best not to have unprotected conveyors sitting with a load of combustible material on them in the event of a process-stop.
It also allows you to position your fire protection systems in the locations where you are most likely to suffer a fire. It is rarely economically practical to install fire detection and suppression on every part of your process.
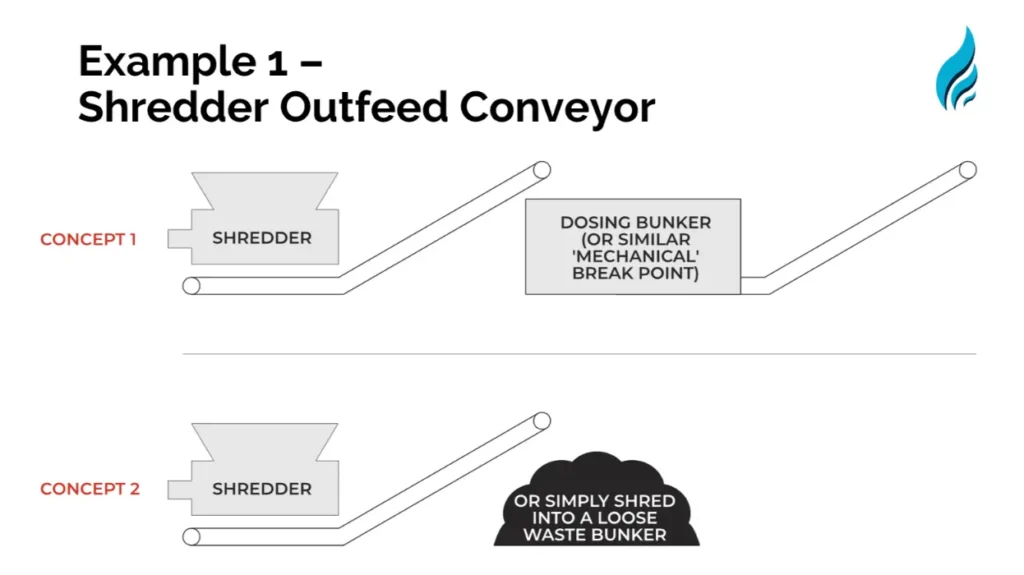
This simple graphic is a classic example of how we have used firebreaks before at other sites. This is after the primary shredder which is one of the highest risk locations at a waste recycling facility.
Simply by shredding into a dosing bunker (which in turn feeds the rest of the process), or by shredding onto the floor (from where it is loaded into a feed hopper by another grab), these sites have isolated the location of many fires, which could otherwise have been much more serious.
There are two main types of process line detection systems – flame detection and ember detection. Each method has its strengths, and a combination of both methods is often the correct approach.
Flame detectors are commonly used over high risk process points. Common install applications include shredder hoppers, high-risk conveyors and bunkers. However, they will not detect a threat unless there are visible flames. This is where ember detectors (as illustrated) are essential.
Not all flame detectors are created equal. Some flame detectors can take 5-10 seconds to activate – that’s no use on fast moving conveyors, where your risk will be in the next stage of the process by then! At Blazequel, we use flame detectors with an instantaneous response speed to detect fast moving fires and explosions.
Additionally, your flame detector won’t detect anything if it is covered in dust. There are two ways to protect against this:
Ember detectors are much more sensitive than flame detectors. Monitoring your conveyor belts for hot particles such as tramp metal, faulty batteries and smouldering material, they are uniquely designed to detect fire risks in transit (moving at up to 6m per second). This makes them extremely effective on high-speed conveyor belts. Such rapid detection allows them to contain a potential risk and reduce the threat to your facility.
Ensure you don’t have issues with your ember detector performance by verifying:
Here’s why detecting hot particles is so important…
In one case, an ember detector on a dosing bunker outfeed spotted a 18v lithium-ion battery which was sparking off just before it entered the plant. Our system detected the risk, stopped the process and deluged the risk area with water mist to neutralize the risk. Flame detectors over the dosing bunker didn’t see this risk, as there were no flames at this stage.
In another scenario, our ember detector on a shredder outfeed spotted a ratchet strap which had become tangled and crushed on the shredder drive shafts, with the friction creating a lot of heat. The detector spotted the hot object and stopped the belt, preventing it from being discharged onto a large pile of shredded material.
For the protection of process line risks, we recommend the use of water suppression.
There are multiple terminologies used for these systems (deluge, water spray, water mist, spark suppression) and different flowrates or design principles applied. Fundamentally, the principle is the same – get water onto the fire FAST, by means of a set of fixed pipes and open spray nozzles across the risk area. In the event of a fire, the control valve is opened to allow water to flow from all the spray nozzles simultaneously.
Each system needs to be engineered for the specific application, considering for:
Stopping the process is a key part of containing fires on process lines. Once a fire has been suppressed, the area should be a manually checked to ensure that the risk is safe before starting up again. This is more important than ever now with the presence of lithium-ion batteries in the process which could suddenly reignite without warning.
When setting up your process stops consider:
As you’ve probably guessed by now, process line fire protection is a complex and very bespoke exercise. No two processes are the same, thus every plant requires its own risk assessment and approach.
If you’d like to discuss your process requirements with our team, you can contact me on keith@blazequel.com or 01234 357357. We look forward to helping you make your facility safer!
Only foam extinguishers containing PFOA are banned. Many foam extinguishers manufactured post2016 are already PFOA-free, or contain alternative PFAS like C6, which are still legal.

Fire alarm monitoring in the UK is facing major changes due to the phase-out of traditional communication networks and providers. Analogue phone lines (PSTN) are being switched off by December

In industrial environments, safety is more than a priority—it’s a responsibility. Yet, one of the most dangerous threats to worker health is often invisible, odorless, and too often overlooked: carbon
Video Smoke Detection is perfect for a fast response to fires in high roofed buildings and harsh operating conditions.
Watch Smokecatcher detect smoke in an MSW storage building. The smoke is coming through from a fire in the adjoining storage area.
Watch Smokecatcher detect a fire in an SRF Storage bunker. Sadly, the alarm wasn’t responded to and the site lost a 4hr window of opportunity between smoke detection and flames appearing.
Video Smoke Detection overcomes the risks of stratification and other challenges for early fire detection in logistics and storage facilities.
Watch Fire Rover detect and suppress a fire in the waste bunker at an EFW facility!
See how the Fire Rover detects and suppresses this fire at a clients tipping hall. Note how the smok is spreading out at low leve, rather than rising. This is called ‘stratification’ and is one of the many reasons why roof-mounted smoke detection systems like beam detectors and HSSD is not suitable for many recycling applications.
Watch the Fire Rover detect and suppress a fire at a battery storage facility. This targeted and intellegent control makes the Fire Rover particularly well suited to high hazard storage applications.
Watch the Fire Rover tackle a battery fire in a tipping hall. Note how the exploding battery cells start three separate fires, which the operator individually suppresses (whilst avoiding the site operators in the vicinity).
Get essential insights and updates in fire safety – straight to your inbox!